
itgle.com
加工批量为10000件的小光轴的外圆,材料为45钢,淬火硬度为40~45HRC,宜采用的精加工方法是()。A.横磨B.纵磨C.深磨D.无心外圆磨
题目
加工批量为10000件的小光轴的外圆,材料为45钢,淬火硬度为40~45HRC,宜采用的精加工方法是()。
A.横磨
B.纵磨
C.深磨
D.无心外圆磨
相似考题
参考答案和解析
更多“加工批量为10000件的小光轴的外圆,材料为45钢,淬火硬度为40~45HRC,宜采用的精加工方法是()。”相关问题
-
第1题:
加工一淬火45钢的外圆,其加工顺序为()。A、车削-淬火-磨削
B、车削-磨削-淬火
C、淬火-车削-磨削;
D、车削-淬火-车削;
参考答案:A
-
第2题:
加工轴类零件时,安排加工顺序一般为()。
A.先加工大外圆,再加工小外圆
B.先加工小外圆,再加工大外圆
C.磨削外圆后,再加工键槽
D.淬火后再加工螺纹
正确答案:A
-
第3题:
()是外圆表面主要精加工方法,特别适用于各种高硬度和淬火后零件的精加工。
- A、车削加工
- B、磨削加工
- C、光整加工
正确答案:B -
第4题:
钢件正常淬火后其硬度大约为()
- A、65HRC左右
- B、45HRC左右
- C、55HRC左右
- D、75HRC左右
正确答案:C -
第5题:
精度在IT6,表面粗糙度在0.2μm以下的外圆表面通常采用的加工方案为()
- A、粗加工—半精加工—精加工
- B、粗加工—半精加工—精加工—光整加工
- C、粗车—精车—粗磨-精磨
正确答案:B -
第6题:
小吨位模锻锤杆(承受小能量多次冲击力)材料为45Cr钢,技术要求硬度为40HRC左右,最终热处理应采用()
- A、淬火+低温回火
- B、淬火+中温回火
- C、调质
- D、表面淬火
正确答案:C -
第7题:
齿轮材料为45#钢,表面淬火后,齿面硬度HRC()。
- A、20—30
- B、30—40
- C、40—50
- D、50—60
正确答案:B -
第8题:
钎尾热处理要求为:淬火硬度HRC=()为宜。
- A、30~38°
- B、38~45°
- C、45~55°
正确答案:B -
第9题:
车削是外圆面的主要加工方法,磨削是外圆面精加工的主要方法。
正确答案:正确 -
第10题:
填空题外圆面的加工方法有(),轴类零件上要求较高的淬硬钢外圆面的精加工应为()。正确答案: 车削和磨削,磨削解析: 暂无解析 -
第11题:
问答题指出下列零件在选材和制定热处理技术条件中的错误,并提出改正意见。 (1)表面耐磨的凸轮,材料用45号钢,热处理技术条件:淬火+回火,60~50HRC; (2)直径300mm,要求良好综合机械性能的传动轴,材料用40Cr,热处理技术条件40~45HRC; (3)弹簧(Φ15mm),材料45钢,热处理技术条件:淬火+中温回火,55~50HRC; (4)转速低,表面耐磨及心部要求不高的齿轮,材料用45钢,热处理技术条件为:渗碳、淬火+低温回火,58~62HRC; (5)要求拉杆(Φ70mm)截面上的性能均匀,心部σb>900MPa,材料用40Cr,热处理技术条件为:调质200~300HB。正确答案: (1)45钢经淬火+回火硬度达不到60~50HRC,可以在选材方面进行改进,选用渗碳钢,经淬火+低温回火。
(2)对要求良好综合力学性能的传动轴,只提热处理技术条件是不够的,还应包括强度、塑性和韧性等。
(3)弹簧选用45钢是不合适的,另外只提硬度指标也不全面,还应有屈服极限、弹性极限等指标。
(4)材料45钢选择的不合适,45钢不适合进行渗碳,应选择渗碳钢,同时还应注明热处理的温度、冷却介质。
(5)40Cr的淬透性不够,经调质处理后,不能满足拉杆截面性能均匀的要求,要重新选择材料。解析: 暂无解析 -
第12题:
填空题模具零件精加工时,通常已淬火处理,材料硬度较高,一般采用磨削、成形磨削和()、()、()等特种加工。对硬度不高,形状复杂的零件的精加工,一般采用数控加工,如数控铣加工、数控车加工、加工中心加工。正确答案: 电火花成形,线切割,化学腐蚀解析: 暂无解析 -
第13题:
如下图所示的双联齿轮,批量为 10 件/月,材料为 45 号钢。根据生产批量选择锻造方法?
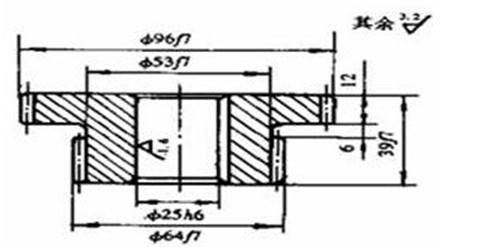
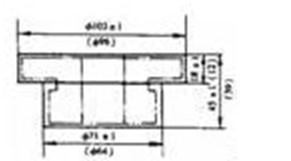
参考答案:该双联齿轮属小批量生产,故采用自由锻。因 φ25mm 的孔放机加工余量后小于 φ20mm,无法锻出(即用敷料),退刀槽用敷料,半径上机加工余量放 3.5mm,高度上机加工余量放 3mm,锻件公差取±1mm。 其锻件图如下图:
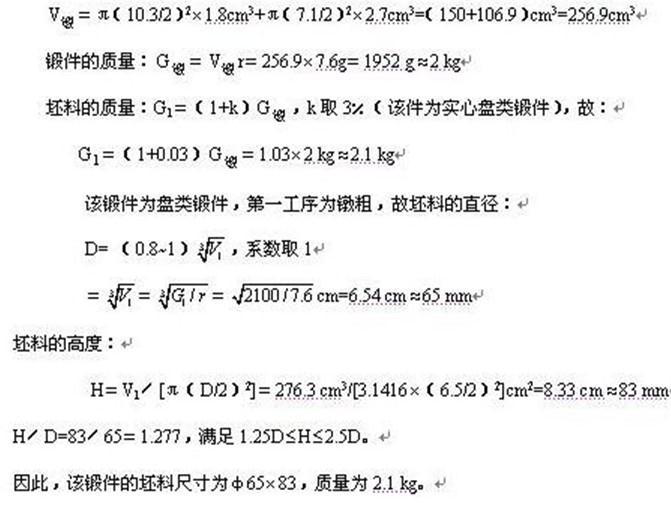
生产该零件的工序为:镦粗,压肩,拔长,打圆。其坯料的质量和尺寸如下,由锻件图可得:
-
第14题:
将材料为45钢的齿轮毛坯加工成为6级精度的硬齿面直齿圆柱外齿轮,该齿轮制造工艺顺序应是()为宜。A.滚齿、表面淬火、磨齿
B.滚齿、磨齿、表面淬火
C.表面淬火、滚齿、磨齿
D.滚齿、调质、磨齿
正确答案:A
-
第15题:
用材料45钢作毛坯加工6级精度的硬齿面直齿圆柱外齿轮,宜采用的工艺顺序是:()
- A、表面淬火、滚齿、磨齿
- B、滚齿、表面淬火、磨齿
- C、滚齿、磨齿、表面淬火
- D、滚齿、调质、磨齿
正确答案:B -
第16题:
钻套材料为20号钢时,常采用()为最终热处理来提高表面硬度和耐磨性。
- A、淬火
- B、正火
- C、调质
- D、渗碳-淬火
正确答案:D -
第17题:
为提高零件硬度和耐磨性,淬火一般安排在()工序前。
- A、粗加工
- B、半精加工
- C、精加工
- D、超精加工
正确答案:C -
第18题:
磨削不仅能加工软材料(如未淬火钢、灰铸铁等),而且还可以加工硬度很高、用金属刀具很难加工的材料(如淬火钢、硬质合金等)。()
正确答案:正确 -
第19题:
滑动齿轮与轴采用矩形花键联接,轴的材料为45轴钢,调质处理,齿轮材料为40Cr钢经高频淬火硬度50~55HRC,这时宜采用()定心。
- A、外径
- B、内径
- C、侧面
正确答案:A -
第20题:
为改善工件材料机械性能的热处理工序,例如淬火、渗碳淬火等,一般都安排在半精加工和精加工之间进行。
正确答案:正确 -
第21题:
某凸轮原用40 Cr钢制造其加工工艺路线为:锻造——正火——机加工——调质——精加工——表面淬火+低温回火——磨加工 试说明三道热处理的目的。若改用20Cr制造,请问:改用20Cr钢能否采用原40Cr钢得热处理工艺?为什么? 改用20Cr钢应采用何种热处理工艺?
正确答案: 热处理的目的正火是:消除应力、细化晶粒、均匀组织;调质是:提高凸轮心部的综合力学性能;淬火+低温回火是:提高凸轮表层的硬度和耐磨性。
不行,因为20Cr含碳量低,用上述热处理工艺硬度和耐磨性太低。
20Cr钢应采用渗碳-淬火+低温回火。 -
第22题:
单选题加工一淬火钢的外圆,其加工顺序为()。A车削-淬火-磨削
B车削-磨削-淬火
C淬火-车削-磨削
D车削-淬火-车削
正确答案: C解析: 暂无解析 -
第23题:
问答题设有一种490柴油机连杆,直径12mm,长77mm,材料为40Cr,调质处理。要求淬火后心部硬度大于45HRC,调质处理后心部硬度为22-33HRC。试制定热处理工艺。正确答案: 解答此题需要40Cr临界相变点AC3和淬透性曲线(通过查手册:AC3=782℃)
热处理工艺:
奥氏体化温度=AC3+(30-50℃),取820℃
保温时间=KD=15min,K=1.5mm/min 根据40Cr的淬透性曲线可以得出,直径12mm的40Cr钢油淬后的心部硬度最低为47 HRC。
查手册可以发现40Cr在650℃回火,其硬度为25-30HRC,符合心部硬度要求。回火时间= KD=24min,K=2mm/min,为防止产生回火脆性回火后冷却可采用空冷或水冷。
热处理工艺为:将连杆加热至820℃保温15min,油淬至室温,再加热至650℃保温24min,空冷至室温。解析: 暂无解析 -
第24题:
单选题滑动齿轮与轴采用矩形花键联接,轴的材料为45轴钢,调质处理,齿轮材料为 40Cr钢经高频淬火硬度50~55HRC,这时宜采用()定心。A外径
B内径
C侧面
正确答案: C解析: 暂无解析