
itgle.com
计算过程能力Cpk数值,需要收集数据:USL规格上限、LSL规格下限、μ为均值、σ为过程标准差、极差R。()此题为判断题(对,错)。
题目
计算过程能力Cpk数值,需要收集数据:USL规格上限、LSL规格下限、μ为均值、σ为过程标准差、极差R。()
此题为判断题(对,错)。
相似考题
更多“计算过程能力Cpk数值,需要收集数据:USL规格上限、LSL规格下限、μ为均值、σ为过程标准差、极差R。() ”相关问题
-
第1题:
设某质量特性X~N(μ,σ2),USL与LSL为它的上、下规格限,不合格品率P =PL+PU, 其中()。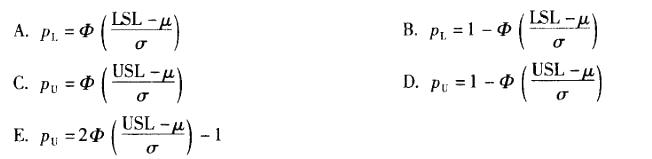 答案:A,D解析:
答案:A,D解析:
-
第2题:
加工一种轴承,其规格为10±0.08mm,要求过程能力指数Cpk>l。收集25组 数据绘制分析用控制图,未显示异常。计算得到:
μ = 10. 04 mm, σ=0. 02 mm。
Cp为( )。
A. 2/3 B. 4/3
C. 1 D. 1.5答案:B解析:。Cp = T/6σ=0. 16÷ (6X0.02) =4/3。 -
第3题:
1、某产品质量规格为:公差下限为150,公差上限为190;实际质量检验统计结果为:尺寸均值为173.537,尺寸标准差5.659,计算该产品加工过程的过程能力指数Cpk。
B -
第4题:
加工一种轴承,其规格为10±0.08mm,要求过程能力指数Cpk>l。收集25组 数据绘制分析用控制图,未显示异常。计算得到:
μ = 10. 04 mm, σ=0. 02 mm。
Cpk ( )。
A. 2/3 B. 4/3
C. 1 D. 1.5答案:A解析:
-
第5题:
某产品质量规格为:公差下限为150,公差上限为190;实际质量检验统计结果为:尺寸均值为173.537,尺寸标准差5.659,计算该产品加工过程的过程能力指数Cpk。
C